There are 2 reasons, one is the pulp density is changing, when the paper pulp is released from pulp tank of pulp molding machine, the density of pulp start to change and it is controlled during 2.56%-3.6%. The other reason is vacuum stress is always changing. In paper tray molding process, vacuum stress created by vacuum tank is not consistent. So both the variables makes the paper tray weight vary between ±10 percent.
This is related to the coloring process of paper tray product, mostly it is done in the pulp making process by adding dyes , then dye density changes as the pulp density changes in the following process; also most dye materials are temperature sensitive, the color would change in the drying process with the temperature. In hot pressing process, the hot press mold temperature is between 150℃~250℃, so if you need perfect paper tray product color, adding dye in the pulp making process is not adviced.
Paper tray product will be deformed during the drying process, then use the hot press machine to create high temperature 150°~25 0° and high pressure 3T-50T to restore the designed shape. As the hot press die is vertically stressed, the plane structure is strong, the paper tray surface is smooth, inclined surface is slightly rough, then according to the product requirement design, small inclined areas will form more ribs and plane, more spherical arcs will be difficult to form smooth surface.
When paper tray is molded in the first place, paper pulp fiber will be pressed layer by layer. Paper pulp will not escape out, so the thickness of different sections of paper tray can be different from the designed standard. When it is pressed by high pressure, the fiber on the out layer will be break and shows small cracks. These cracks are acceptable and will not influence the hardness of paper tray products.
Paper tray product with flanging shape always show burrs on the edge. It can be explained: as flange structure paper tray is formed with flat edge, when paper pulp is sucked up by vacuum pump, on the edge of stainless steel filter net, fiber will be gathered on the edge with irregular shape, this is formed naturally, after being formed and flanged, the burr part will be turned into the side with no influence to the package, it shall not be used as the manufacturing controlling part in industry.
Customer can remove the burrs by trimming process, using die cutting to achieve the required surface quality.
- If customer could send samples, it will be perfect. We’ll find the similar molds as sample size and shape, or make as sample by paying.
- If sample not convenience, please measure your trays and provide the below data:
Outer size of egg tray:
(length and width):Depth of cavity: Cavity length and diagonally: 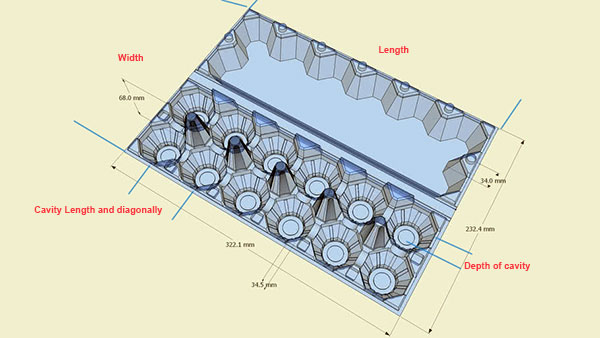
No, the material of egg tray production need have long fibre. The original straw, bagasse only can be use after special treatment and make them turn into pulp. The original straw, bagasse can not used as material directly for producing the paper pulp production.
Improve the mold design to eliminate the phenomenon of over-thickness of paper film, add some anti-deformation structures.
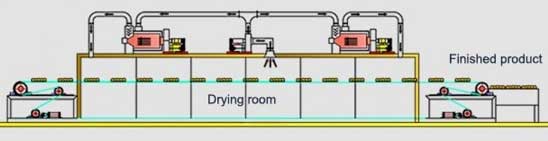
Temperature shall be high at the initial stage of drying, and decrease slowly at the mid-point. Drying tunnel shall be designed as long as possible to lower the drying temperature and increase the drying process time.
Use more mechanical pulp other than chemical pulp, for the former one has smaller shrinkage rate, it also helps reduce burr phenomenon.
Moderately extend the absorbed time. Long absorbed time will reduce production efficiency and lead to a decrease in the degree of vacuum.
Appropriately increase the degree of vacuum. If the vacuum is too high, the pressure difference between the inner cavity of the mold and the outer suction cover of the mold will get large.
Appropriately shorten the backwash time. If the backwash time is short, the slurry in the pulp tank cannot be stirred well.
On the basis of complete deflake, do not excessively improve the pulping concentration and avoid excessive fiber cutting to ensure pulp molding the smooth water filtration and demolding.